






Solutions

300epm 209D FA Aluminum Easy-end End Line
产品编号:
1051272740918353920
Operation:
Automatic
Can Size:
209D
Speed:
300epm
Line Dimension:
Line Weight:
45-Ton Approx.
Classification:
keyword:
eoe line
food can line
can end line
tin can making machine
Product Overview
300epm 209D FA Aluminum Easy-end End Line
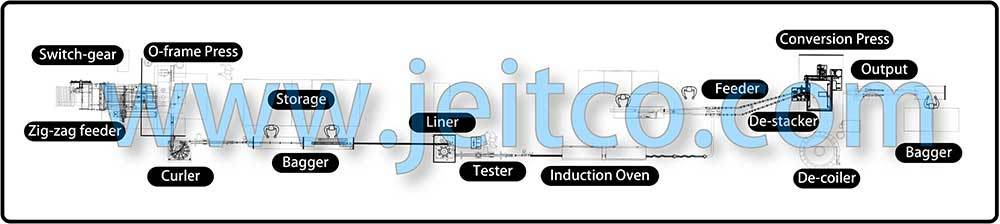
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Input---Feeding---Pressing---Curling---Bagging---Lining---Testing---Drying---Feeding---Destacking---Pressing---Bagging---Output
EOE Manufacturing Process
The EOE. Manufacturing process can be divided into two major steps. First, make the base shell end (B/S). Then, combine the shell end with the pull tab to form an EOE.
Basic Shell End Manufacturing Process:
Scroll Shearing/Slitting → Feeding → Basic shell end making → Curling → Lining → Drying → Testing → Packaging;
Basic Shell End and Pull Tab Conversion Process:
Bubbling → Sizing → Rivet → Ridge → Groove → Connection → Die → End top shaping → Online photodetection → Package counting;
Ring Pull Tab Manufacturing Process:
Punching, guide hole → countersink, punching → punching countersink → vacancy → Ring pull cutting → Pre-rolling → Vacancy → Forming → 90degree bending → Vacancy → Rivet Punching → Vacancy → Curling → Rivet Punching and Sizing.
Quality control is in accordance with the requirements of the process drawing: Check ring pull tabs for dimensions and shape each step of the production process, and pay attention to the condition and overall operation of guide pins.
Related Products
Contact
Taishan Fortune Industry & Trade Co., Ltd.
Guangdong Fortune Precision Machinery Co., Ltd.
Address
No. 15 Fengshan 3rd Road, Chang Long Industry Zone, Si Jiu Town, Taishan City, 529200 Guangdong, China