






Solutions

Automatic DRD can making line for tuna fish packing
产品编号:
1051301506205966336
Operation:
Automatic
Can Size:
Dia. 83mm
Speed:
200cpm/300cpm
Line Dimension:
Line Weight:
Classification:
keyword:
DRD Can line
tuna can line
2pc can line
2pc can production line
2piece can line
2pc DRD can line
food can line
Product Overview
Automatic DRD can making line for tuna fish packing

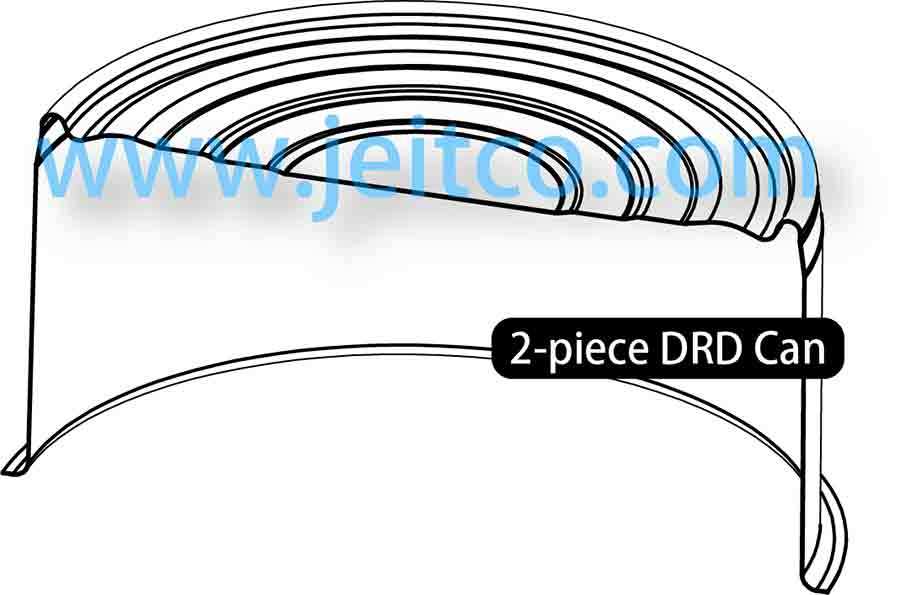
The draw-redraw (DRD) tinplate can
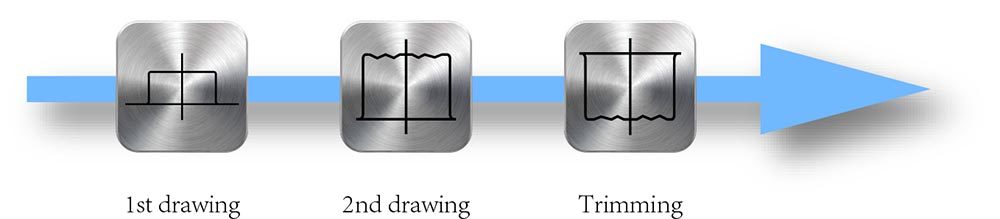
Two piece Draw-redraw cans, usually with a ring pull opener, are commonly used to can food. In this method, a cup is stamped or drawn out of a disc of tinplate.
This cup is then redrawn, trimmed and flanged to form the finished can. The cup has no separate bottom end, no side seam and, after lacquering, is ready for the canner to seal with an end.
The tin coating is applied by continuous electro-deposition of tin on to thin steel strip, after which the tinplate is either sold in coil form or cut into sheets for the can manufacturer.
At the can manufacturers, the tinplate is slit into rectangular “body blanks” which are then rolled into a cylindrical shape and the contacting edges welded together at very high speeds. The ends of this cylinder are flanged, ready to receive the can ends.
Corrugations known as “beads” are often rolled into the cylinder walls for added strength.
The can end is applied forming the “open top can” which is then supplied to the food canning company.
Soups and complete meals canning
A wide range of soups and snacks and prepared meals are canned in Australia. Canned soup preparation is similar to preparing home-made soup. Meat is cooked in water and stock and vegetables are added along with herbs, spices and flavouring.
The soup may be thickened with starch or flour.
The cans are filled with soup and sealed and then sterilised in retorts. These are pressure chambers heated by steam to between 115oC and 121oC in which the cans are held for a period of time depending on can size and the type of food being canned.
food can labelling labelling
After cooling, the cans are labelled, put into cartons or shrink-wrapped and stored on pallets in warehouses, before they are distributed to both domestic and international retail outlets. The cans are left in storage for short periods, to allow time for longer-term quality assurance tests to be carried out.
Food Can-making process
How two-piece drawn and ironed food cans are made: Two-piece drawn and ironed food cans are normally constructed from tinplate. For this process the coiled tinplate, as it is unwound, is covered with a thin film of water soluble synthetic lubricant before being fed continuously into a cupping press. This machine blanks and draws multiple shallow cups for each stroke, and makes thousands of cups per minute. The cups are then fed to parallel body-making machines which convert the cups into tall cans. This is the drawing and ironing process where the cups are first redrawn to the final can diameter and then rammed through a series of rings with tungsten carbide internal surfaces which thin (iron) the can walls whilst at the same time increasing the can height. During this process the can body is flooded with the same type of lubricant used in the cupping operation. As well as assisting the ironing process, the lubricant cools the can body and flushes away any metallic debris. No heat is applied to the can during this process - the heat generated is from friction generated as the metal is thinned. After the forming of the can body the uneven top edge of the can is trimmed to leave a clean edge and a can of the correct overall height. Trimmed can bodies are passed through highly efficient washers and then dried. This process removes all traces of lubricant in preparation for coating internally and externally. For food cans, which will ultimately receive a paper label, the external coating is applied by passing them under a series of waterfalls of clear lacquer which protects the surface against corrosion. The lacquer is dried by passing the cans through a thermally heated oven. Following this the can body now passes through a flanging machine where the top of the can is flanged outwards to accept the can end, which will be fitted after the can is filled with product. The flanged can is next passed through a beading machine which forms circumferential beads in the can wall, to give added strength to the can. After all the mechanical forming operations have been completed, every can is tested by passing through a light tester which automatically rejects any cans with pinholes or fractures.
The inside of each can is coated with lacquer using an airless spray system. The special lacquer is applied to protect the can itself from corrosion and its contents from any possibility of interaction with the metal. This lacquer is finally dried in a thermal oven at a temperatures of about 210°C.
1. Firstly, tin-plate ( steel coated with tin) arrives in the factory in a huge roll called a coil.
2. The end of the coil is fitted onto a machine that begins to unwind it. A lubricant is added to allow to slide smoothly into the machines.
3. The next machine cuts out a circular shape from the tinplate and sucks up the edges to make a small cup shape.
4. A ‘bodymaker’ machine then takes this cup shape and pulls the top of the can upwards to make it longer, to become the standard can height.
5. The top of the can is trimmed to make sure all the cans are the same height.
6. Trimmed cans are then passed through machines that wash and dry them.
7. The clean, trimmed can then needs to be coated on the outside to stop it from rusting. The cans are passed through a machine that sprays this coating on.
8. Once the coating has dried, the cans then pass into a ‘flanger’. This machine curls the sharp top edge to make a safe, smooth surface. This will also allow a lid to be fitted on later. The can is now described as a ‘flanged’ can.
9. The ‘flanged’ can then moves onto the next machine, which is the ‘beading’ machine. This adds the rings that we see around the sides of the can. These strengthen the can. Without them, the can is easily squashable!
10. The beaded and flanged cans then need to be checked to make sure that they have no holes or cracks in them. This is done by using a strong light beam. The light beam is shone into the can and then machines pick up whether any light is escaping, showing them if there is a hole in the can. Any damaged cans are discarded and recycled.
11. Once the cans are finished and checked, a special protective coating is then sprayed on the inside of the cans to stop them from rusting when the food is put inside. The cans are heated in a special oven to about 210 degrees Celcius to make sure the coating attaches to the can. This heat also makes sure that there are no germs in the can that could go into the food.
12. Once they have been removed from the oven, the cans are checked again for damage and to check that they are completely clean.
13. Finally, the cans move onto a huge conveyor belt that lines them up ready to be packaged to go to the factory. The lids are sent to the factory separately and when the food has been put inside the can, the lid is sealed on top. A label is added and it’s off to the shops!
1. The metal used to make the cans arrives at the factory in big rolls.
2. The roll is fixed to a machine that unwinds it.
3. A circle shape is cut out of the metal and the sides are pulled up to make a cup shape.
4. A ‘bodymaker’ machine pulls the sides up until they are the right height for the can.
5. The tops are trimmed so all the cans are the same height.
6. The trimmed cans are washed and dried.
7. A special coating is sprayed on the outside of the can to stop it rusting.
8. Now the top of the can is curled over. The lid will fix onto here later.
9. Another machine makes the ridges on the side of the can. These make it stronger.
10. A bright light is shone into each can to check that they have no holes in them. Any cans with holes in are sent back to be recycled.
11. A special coating is now sprayed inside the can to stop it rusting when the food is put in.
12. Now the can goes into an oven to kill any germs.
13. Finally, the cans can be packed up ready to go to the factory and be filled with food. The food factory will put the lid on once the can is filled.
Related Products
Contact
Taishan Fortune Industry & Trade Co., Ltd.
Guangdong Fortune Precision Machinery Co., Ltd.
Address
No. 15 Fengshan 3rd Road, Chang Long Industry Zone, Si Jiu Town, Taishan City, 529200 Guangdong, China