






Services

Tin Can School

Double Seam Trouble Shooting.pdf DOWNLOAD (1.6MB)
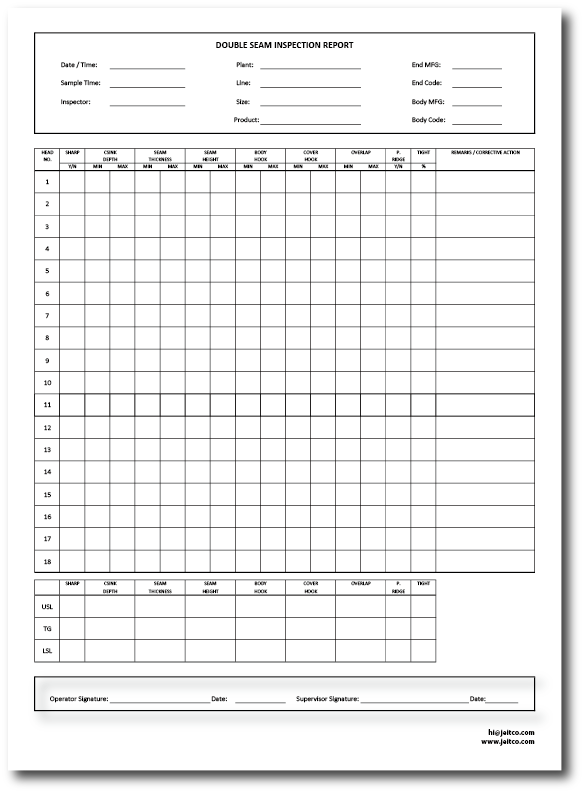
Double Seam Inspection Report Blank Format.pdf DOWNLOAD (202KB)
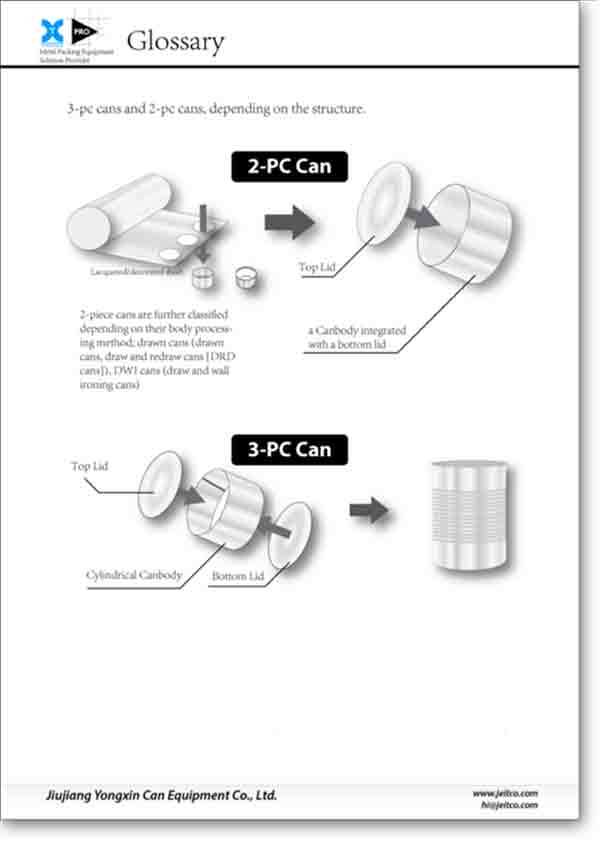
Can Glossary Demo Dictionary.pdf DOWNLOAD (6.3MB)
Tin Can School
Can Seam Dictionary
UN approved – Dangerous goods packaging (D.G Pail)
UN Code: UN 1A2/Y1.6/100, UN 3A1/Y1.2/100
Beaded Can: A can that is reinforced with regular ring indentations around the body.
Body : The principle part of a container or can.
Body Hook: The portion of the can body that is folded down for the formation of the double seam.
Body Hook Butting: The length of the body hook in relation to the length of the double seam.
Customer End: Packers end, Cover, Lid, Canner’s End – the end component that is seamed onto a filled can in a cannery.
Customer Seam: The double seam formed by the canner or processor.
Can Manufacturers End: Bottom end of the can. Attached at the can manufacturer.
Can Manufacturers Double Seam: The bottom seam, or the Factory double seam.
Chuck: That part of a double seamer or closing machine that supports the chuck wall of the can end during seaming.
Closing Machine: A machine which double seams the cover or end onto the can bodies.
Compound: A pliable sealing material consisting of a water or solvent based latex, or a synthetic material placed in the curl of the can end. It fills voids in the double seam during the seaming operation, and assists in the formation of a hermetic seal.
Countersink Depth: The measurement from the top edge of the seaming panel to the bottom of the chuck wall radius.
Cover Hook: The part of a double seam formed from the curl of the end component. Also known as the end hook.
Curl: The extreme edge of the end component which is turned inward after the edge is formed. The curl forms the cover hook in a double seam.
Cutover: A critical defect where the metal is fractured at the top of the seaming chuck wall.
Dead Head: A seam defect, also called a Skidder, Spinner or Slipper. It is where the first and/or second operation of the double seam is not fully formed around the circumference of the can.
Droop: A condition where a smooth projection of the seam extends below the normal double seam, This condition normally occurs when product or foreign material is trapped in the double seam during the seaming process.
False Seam: A critical defect where the cover hook and the body hook do not interlock around the circumference of the can.
First Operation: The first of the two operations in double seaming. In the First operation, the curl of the end component is tucked under the flange of the can body and the two are rolled together, interlocking the cover hook and the body hook.
Flange: The flared projection of the body around the top of a container.
Juncture: The part of a double seam that is over the side seam. Also referred to as cross-over.
Knocked Down Flange: A condition similar to False Seam where the cover hook and the body hook do not interlock. Typically 1-2 inches in length.
Lid
Mushroomed Flange: A flange that is over-formed.
Necked In Can: A can that has an end diameter that is smaller than the body diameter.
Overlap: The amount that the body hook and the cover hook interlock with each other.
Pin Height: The distance between the highest part of the base plate, and the lowest part of the seaming chuck. Measured at the high point of the first seaming operation.
Pleats: A fold in the cover hook metal that extends from the cut edge downward toward the cover hook radius and sometimes below this radius in a sharp vee or spur.
Pressure Ridge: See Seam Impression.
Pucker: A pucker is a condition which is intermediate between a reverse wrinkle and a pleat, where the cover hook at the cut edge is locally distorted downwards without actually folding.
Reverse Wrinkle: A non-tightness type of wrinkle that projects towards the can body wall or the center of the can. A reverse wrinkle is formed during the first operation seam, and cannot be ironed out regardless of the tightness rating.
Seaming Chuck: See Chuck.
Seam Height: The maximum dimension of the seam measured parallel to the axis of the can.
Seam Impression: A ridge formed around the inside of the can body and contained within the double seam. It is an impression of the chuck formed by the pressure applied to the seaming rolls during double seam formation. The degree, or depth of the pressure ridge is determined by the type of roll profile used and seam tightness.
Seam Thickness: The maximum dimension of a seam measured at right angles to the seaming chuck wall. Seam thickness represents five thicknesses of metal, plus compound.
Second Operation: The final operation in double seam formation. The seam components formed in the first operation are ironed or flattened, compressing the compound to fill the voids and areas not occupied by metal.
Sharp Seam: A condition where the seam has a sharp edge, and/or radius on the upper inside edge of the chuck wall, indicating it has been forced over the top of the seaming chuck flange.
Side Seam: The seam along the length of a three piece can joining the two edges of a blank to form a body – welded, cemented or soldered.
Skidder: See Dead Head.
Spur: A localized irregularity characterized by a sharp protrusion at the bottom of the double seam, It is usually accompanied by a pleat or vee in the cover hook.
Tightness Rating: The compressive tightness of the double seam measured by rating the extend of looseness wrinkle on the face of the cover hook.
Vee: A irregularity on the cover hook, where the cover hook material does not form smoothly, and the material splits causing a “V” shaped opening on the face of the cover hook. It may be associated with a pin lip or spur projecting below the bottom of the double seam.
Wrinkle: Irregularities or waves observed on the face of the cover hook.
Normal Looseness: Wavy appearance to cover hook exhibiting depth and width, and amplitude (Typically Three dimensional) Reverse.
Wrinkle: Wavy appearance to the cover hook exhibiting depth and width, without amplitude. (Typically Two dimensional).
Compound wrinkle: Wavy appearance to cover hook due to compound impression on cover hook. Exhibits width, without depth or amplitude.
Contact
Taishan Fortune Industry & Trade Co., Ltd.
Guangdong Fortune Precision Machinery Co., Ltd.
Address
No. 15 Fengshan 3rd Road, Chang Long Industry Zone, Si Jiu Town, Taishan City, 529200 Guangdong, China